In the forging process, the basic function of the mold is to shape the part correctly. For the mold design of such gear forging, the literature [4, 5] has conducted extensive and in-depth discussions. Due to the type of forgings and equipment limitations, there are many combinations of molds. Literature [4] extensively studied the structure of the mold in the general precision forging, the design of the mold and the influence of the equipment on the precision of the forging.
The shape of the forging is not only affected by the high temperature thermal expansion, but also related to the elastic deformation of the mold, which is related to the load and radial pressure. In gear forging, the corners of the teeth are finally formed. It is during this final filling phase that the load rises sharply. The example in [6] shows that the final 013 mm stroke of the punch (112% of total deformation) results in a 50% increase in load. The mold design can be considered to reduce the load. For example, the introduction of a chamfer allows the metal to easily flow into the upper and lower corners of the gear teeth; the resulting end allowance can be easily removed in subsequent cutting operations. In this way, the distortion of the mold is reduced, the life is extended, and the precision of the forging is improved. For the example of the cylindrical spur gear involved in this paper, the literature [5] detailed several possible mold design solutions: such as fixing the mold cavity, punching and punch chamfering, and analyzing the situation with finite element The flow of metal, the formation of teeth and the change in forging load. The effects of friction on deformation and load under various conditions are also discussed.
Figure 2 shows a mold designed and assembled as shown in Figure 1, assembled on a 1200t mechanical press at the School of Mechanical Engineering at the University of Birmingham. The relative positioning of the upper and lower dies is achieved by two sleeves. Through practice, it has been proven that efficient forging is feasible. The same mold base was used to modify the mold cavity, and the cylindrical spur gear and the helical gear and the composite gear were forged.
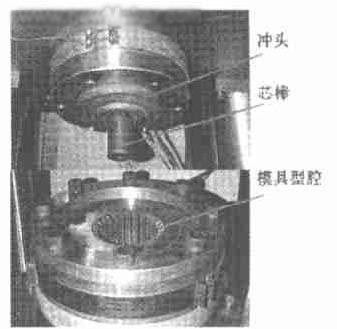
Figure 2 Gear Forging Die
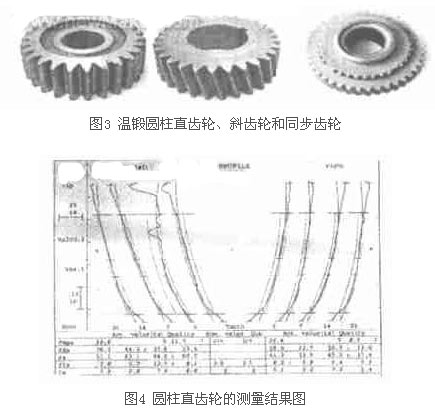
Figure 3 shows the cylindrical spur gear, helical gear and synchronizing gear warm forged on this equipment. During the warm forging process, the billet is heated to 900 ° C, the mold is heated to 200 ° C, and water-based graphite is used as a lubricant. Figure 4 shows the measurement results of the cylindrical spur gear after warm forging. It can be seen that the gear tooth shape is consistent and the contour has a margin of 0108mm~011mm for correction in the subsequent cold treatment. Since the temperature is controlled at about 900 °C, the surface quality of the gear teeth is also high, and Ra is about 3 μm.
3 cold treatment process
As the first stage of precision forging of gears, the hot and warm forging process is relatively easy to control, because the forged gear has a certain margin to adjust. The cold forming process requires a relatively high degree of precision. When the forged gear is squeezed through the cold forming die, the shape should meet the final requirements and no further processing is required. For the gear teeth, the accuracy of the contour is required to be around 10 μm, which places very high demands on the design of the mold.
Previous Next

dedicated to steel Hot/Cold rolling mill equipment developed high-tech enterprises, the company has a number of independent research and development of the franchise, ultra-high-quality cost-effective in the industry chasing far ahead
China Rolling Mill Equipment,Rolling Mill Machine,Automatic Roller Mill,Roller Mill Machine, we offered that you can trust. Welcome to do business with us.
Rolling Mill Equipment,Rolling Mill Machine,Automatic Roller Mill,Roller Mill Machine
Shanxi KathayTech Co.,ltd. , https://www.ccagoods.com