The deformation problem of the gearbox during the carburizing and quenching process has always been a major obstacle to the production of heat treatment, and effective control of heat treatment deformation is an effective means to reduce costs and improve production efficiency.
In order to control the deformation, the general enterprise will strictly control the raw material hardenability bandwidth, isothermal normalization quality, carburizing quenching cooling, and straightening process quality to ensure the deformation regularity after carburizing and quenching. This paper mainly discusses the effects of carburizing and quenching processes and straightening processes on product deformation.
1. Prevention and control of deformation of shaft teeth parts
The deformation of the shaft teeth mainly manifests in two aspects: on the one hand, the tooth jump; on the other hand, the tooth shape and the tooth direction change. After the carburizing and quenching of the shaft products, it is necessary to straighten the teeth to detect the tooth profile. In actual production, the tooth jump detection is troublesome and the efficiency is low. Therefore, the general manufacturers use the axial jump of the adjacent parts of the measurement phase to indirectly reflect the teeth. The size of the jump.
In actual production, we also found that the causes of deformation are different, some are true deformation, some are measurement errors caused by measurement changes or damage, the latter often appear to be qualified after straightening, but the teeth Failure to test. Therefore, in actual production, analysis and solution should be carried out according to different situations.
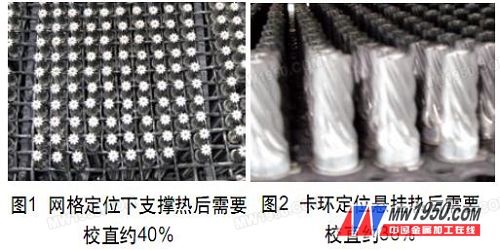
Case 1: The deformation of a power tool shaft after carburizing and quenching in a multi-purpose furnace is irregular, which makes the subsequent straightening process difficult. In order to solve this problem, we replaced different card loading methods (see Figure 1, Figure 2), but the actual effect is not ideal.
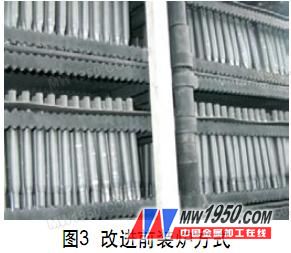
From the measurement results after the card loading method is changed, if the main cause of deformation is not the card loading method, it must be directly related to the quenching cooling. In order to verify this idea, the whole furnace product shown in Fig. 3 was tested from the outermost layer to the inner layer one by one, and it was found that the outermost layer had the highest deformation ratio and directionality; after the third layer, the deformation was significantly reduced. Is it the heating effect, the cooling effect or the heating and cooling effects? After further taking small batches of hobbing, the product is heated to the carburizing temperature and then heated to 30 mn to the front chamber and slowly cooled to room temperature. After the furnace is out of the furnace, 100% detection is beaten, and the maximum runout is below 0.02 mm, which indicates that the deformation is not due to Heating is produced. The key to the problem is the influence of the quenching and cooling process. Combined with the charging method and tooling of the product, and the comprehensive analysis of the previous test results, the maximum possible quenching of the quenching table is due to the fact that the workpiece is too small, the charging is dense, and the quenching is performed. The oil flows from the bottom to the upper side, and a large amount of quenching oil flows from the side to the center of the tray. This is actually equivalent to the quenching of the shaft on the outer side, which is inevitably caused by the phase change on both sides of the shaft. Cause macroscopic deformation.
After confirming the main cause of the deformation, a baffle is added around the loading to ensure that the quenching oil is forced to flow from the bottom to the upper portion during quenching, and the problem is solved. After carburizing and quenching, 84% of the workpieces do not need to be straightened, 12% of the workpieces are beating at 0.02-0.05mm, only 4% of the workpieces are beating at 0.05-0.10mm, and 100% of the workpieces meet the technical requirements after straightening. At the same time, the workload of straightening is greatly reduced and the production efficiency is improved.
Case 2: The input and output shafts of a gearbox have good deformation laws before and after heat in the process test. However, when the finished product is inspected, the tooth profile and tooth direction detection results are very poor, especially the tooth direction cross.
In order to clarify the problem, the same batch of blanks is reworked to the shaving tooth, and the heat treatment is sent for process test verification. According to the usual practice, three axes are randomly sent to send P26 (Germanberger instrument code) to detect the tooth profile, and the result is stored in the instrument; after carburizing and quenching, after low temperature tempering, the shot blast is cleaned, and the operator manually cleans the tip hole with sandpaper. After the school is qualified to the tooth, it is sent to P26 for detection, and the test results before and after the heat are superimposed and output on the same report sheet. The deformation result is regular and the tooth orientation is small. 10 of the small batches of shafts are transferred according to the normal production process, each process is tracked by a person, 100% of the inspections are all qualified after the straightening, and 100% of the toothed teeth are detected after flowing to the finished product, and it is found to be significantly better than the same batch. There is a difference between the heat before and after the heat, and the four shaft teeth have serious crossovers, and the problem reappears. We analyzed that it is impossible to shave well before the heat, and it is unlikely that the shaft that was not spotted during carburizing and quenching is just over-deformed. It must be a problem in the middle of a certain process. After analysis, it may be that the top hole is deformed when carburizing and quenching or grinding the tip hole. Although the tooth gap is qualified after straightening, the tip hole of the shaving tip and the tip hole after carburizing and quenching have not overlapped, resulting in detection. The teeth are crossed. In order to verify this conclusion, the remaining 17 shafts in the furnace were slightly ground and the holes were straightened and passed, and immediately passed the P26 test. The results were all qualified, which was consistent with the final result of the heat treatment process test, indicating that the problem was in the top hole. Grinding.
In order to control the deformation, the general enterprise will strictly control the raw material hardenability bandwidth, isothermal normalization quality, carburizing quenching cooling, and straightening process quality to ensure the deformation regularity after carburizing and quenching. This paper mainly discusses the effects of carburizing and quenching processes and straightening processes on product deformation.
1. Prevention and control of deformation of shaft teeth parts
The deformation of the shaft teeth mainly manifests in two aspects: on the one hand, the tooth jump; on the other hand, the tooth shape and the tooth direction change. After the carburizing and quenching of the shaft products, it is necessary to straighten the teeth to detect the tooth profile. In actual production, the tooth jump detection is troublesome and the efficiency is low. Therefore, the general manufacturers use the axial jump of the adjacent parts of the measurement phase to indirectly reflect the teeth. The size of the jump.
In actual production, we also found that the causes of deformation are different, some are true deformation, some are measurement errors caused by measurement changes or damage, the latter often appear to be qualified after straightening, but the teeth Failure to test. Therefore, in actual production, analysis and solution should be carried out according to different situations.
Case 1: The deformation of a power tool shaft after carburizing and quenching in a multi-purpose furnace is irregular, which makes the subsequent straightening process difficult. In order to solve this problem, we replaced different card loading methods (see Figure 1, Figure 2), but the actual effect is not ideal.
From the measurement results after the card loading method is changed, if the main cause of deformation is not the card loading method, it must be directly related to the quenching cooling. In order to verify this idea, the whole furnace product shown in Fig. 3 was tested from the outermost layer to the inner layer one by one, and it was found that the outermost layer had the highest deformation ratio and directionality; after the third layer, the deformation was significantly reduced. Is it the heating effect, the cooling effect or the heating and cooling effects? After further taking small batches of hobbing, the product is heated to the carburizing temperature and then heated to 30 mn to the front chamber and slowly cooled to room temperature. After the furnace is out of the furnace, 100% detection is beaten, and the maximum runout is below 0.02 mm, which indicates that the deformation is not due to Heating is produced. The key to the problem is the influence of the quenching and cooling process. Combined with the charging method and tooling of the product, and the comprehensive analysis of the previous test results, the maximum possible quenching of the quenching table is due to the fact that the workpiece is too small, the charging is dense, and the quenching is performed. The oil flows from the bottom to the upper side, and a large amount of quenching oil flows from the side to the center of the tray. This is actually equivalent to the quenching of the shaft on the outer side, which is inevitably caused by the phase change on both sides of the shaft. Cause macroscopic deformation.
After confirming the main cause of the deformation, a baffle is added around the loading to ensure that the quenching oil is forced to flow from the bottom to the upper portion during quenching, and the problem is solved. After carburizing and quenching, 84% of the workpieces do not need to be straightened, 12% of the workpieces are beating at 0.02-0.05mm, only 4% of the workpieces are beating at 0.05-0.10mm, and 100% of the workpieces meet the technical requirements after straightening. At the same time, the workload of straightening is greatly reduced and the production efficiency is improved.
Case 2: The input and output shafts of a gearbox have good deformation laws before and after heat in the process test. However, when the finished product is inspected, the tooth profile and tooth direction detection results are very poor, especially the tooth direction cross.
In order to clarify the problem, the same batch of blanks is reworked to the shaving tooth, and the heat treatment is sent for process test verification. According to the usual practice, three axes are randomly sent to send P26 (Germanberger instrument code) to detect the tooth profile, and the result is stored in the instrument; after carburizing and quenching, after low temperature tempering, the shot blast is cleaned, and the operator manually cleans the tip hole with sandpaper. After the school is qualified to the tooth, it is sent to P26 for detection, and the test results before and after the heat are superimposed and output on the same report sheet. The deformation result is regular and the tooth orientation is small. 10 of the small batches of shafts are transferred according to the normal production process, each process is tracked by a person, 100% of the inspections are all qualified after the straightening, and 100% of the toothed teeth are detected after flowing to the finished product, and it is found to be significantly better than the same batch. There is a difference between the heat before and after the heat, and the four shaft teeth have serious crossovers, and the problem reappears. We analyzed that it is impossible to shave well before the heat, and it is unlikely that the shaft that was not spotted during carburizing and quenching is just over-deformed. It must be a problem in the middle of a certain process. After analysis, it may be that the top hole is deformed when carburizing and quenching or grinding the tip hole. Although the tooth gap is qualified after straightening, the tip hole of the shaving tip and the tip hole after carburizing and quenching have not overlapped, resulting in detection. The teeth are crossed. In order to verify this conclusion, the remaining 17 shafts in the furnace were slightly ground and the holes were straightened and passed, and immediately passed the P26 test. The results were all qualified, which was consistent with the final result of the heat treatment process test, indicating that the problem was in the top hole. Grinding.
| 1 | 2 | Next page |
Dual Zone Swim Spa,Dual Zone Swim Spa Pool,Family Endless Swim Spa,Dual Zone Endless Swim Spa Pool
SpaRelax Co., Ltd. , https://www.sparelaxoutdoorspa.com