According to relevant statistics, during the period 1990-1992, the output of rotary multi-station combined machine tools and automatic lines in Germany accounted for about 50% of the total number of combined machine tools.
It should be pointed out that the rotary multi-station combined machine is actually a special type of small automatic line suitable for processing small and medium-sized parts with a contour size of ≤250mm. Compared with the automatic line, in the case of processing the same type of workpiece, the rotary multi-station combination machine takes up about 2/3 of the working area.
2 Automatic line tick time is further shortened
At present, the annual output of engines for cars and light-duty trucks characterized by mass production is usually around 600,000 units, which enables such large-scale production, the operation of rotary multi-station combined machine tools and automatic lines in three shifts. Next, the tact time is generally 20 to 30 seconds. When the part production volume is larger, the machine's tact time is even shorter (Table 1). In the 1970s, in order to achieve such a short beat, the automatic line often used a parallel double station or a double line method. That is, the processing procedure that determines the automatic line beat and the longest process time is to connect two identical processors in parallel. Bit, if there are more restrictive processes, the processing tempo of the automatic line system is balanced by using two identical automatic lines. Obviously, this will increase equipment investment and operating area.
Table 1 Tact time of some foreign automatic line and rotary multi-station combination machine tools
| Workpiece name | Machine category | Beat time (s) | name of the manufacturer |
| V6 cylinder | Automatic line | 25.5 | Germany Cross |
| Cylinder head | Automatic line | 18 | Spain Etxe-tar |
| Gearbox | Automatic line | 18 | Germany Ex-cell-o |
| link | Automatic line | twenty two | Germany Alfing |
| Steering gear housing | Rotary work bench machine | twenty two | Witzig & Frank, Germany |
| Bearing cap | Automatic line | 5 | Germany Alfing |
| Ballpoint pen | Rotary work bench machine | 0.6 | Mikro, Switzerland |
The short beat of the automatic line is mainly achieved by shortening the basic time and the auxiliary time.
The main way to reduce the basic time is to use new tool materials and novel tools to reduce the basic time by increasing the cutting speed and feed rate. For example, the German Volkswagen plant uses a PCD milling cutter for machining the side of the aluminum cylinder head combustion chamber with a milling speed of up to 3075 m/min and a feed rate of 3600 mm/min; for example, a cylinder bore in a slashed gray cast iron cylinder block. When using a new boring head with three indexable CBN inserts, the cutting speed is 800m/min, the feed speed is 1500mm/min, and the machining depth is 146mm. The actual machining time is only 5.8s. Traditional machining processes can reduce processing time by 2/3.
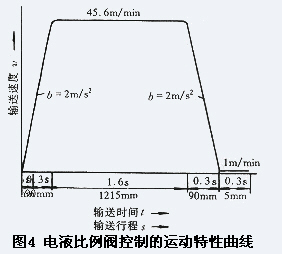
Shortening the auxiliary time is mainly to shorten the time involved in the conveyance of the workpiece, the rapid introduction of the machining module, and the time from the rapid advancement of the machining module to the cutting of the workpiece. In order to shorten this part of the idle travel time, it is common to increase the conveying speed of the workpiece (direct workpiece transport) or the pallet and the rapid moving speed of the processing module. At present, the transport speed of the pallet is up to 60m/min or higher, and the processing module can move at a speed of 40m/min. At present, the high speed conveying device of the pallet is commonly used with an electro-hydraulic proportional valve controlled or cycloidal driven conveying device. In the late 1970s, Honsberg used an electro-hydraulic proportional valve-controlled conveyor on its automatic line for the gearbox. The automatic line length is 18.2m, there are 12 processing stations, the conveying step is 1400mm, the conveying weight is 7000kg, the conveying speed is 45.6m/min, and the conveying time of one step is only 2.5s. Figure 4 is a graph showing the motion characteristics of the transport device. Since the electro-hydraulic proportional valve control system has good starting and braking performance and the system structure is simple, such a conveying device has been adopted by many automatic lines.
| Previous page | 1 | 2 | 3 | 4 | 5 | 6 | Next page |
For rapid detection of influenza A and B, respiratory adenovirus, Helicobacter pylori, dengue fever, fecal occult blood, dengue fever, monkeypox, luteinizing hormone, respiratory syncytial virus, human chorionic gonadotropin, malaria, Helicobacter pylori, professional Quick inspection products, easy to carry, can be used in any place. Play the role of disease prevention and rapid diagnosis.
rapid testing kit,rapid test kit,at home rapid test kit,rapid kit test,home rapid test kit
Yong Yue Medical Technology(Kunshan) Co.,Ltd , https://www.yonyuetube.com