Preface
With the rapid development of urban construction, natural gas has created conditions for the implementation of the Blue Sky project with its advantages of high efficiency, cleanliness and low pollution. In recent years, the implementation of the Tianjin City Reform Project has been increasing, and the original pipelines have been unable to meet the existing needs. In 2003, Tianjin Gas Group solved the problem of tight gas supply demand by laying a high-pressure pipeline of the outer ring line and forming a looped pipe network with the original southern half-ring pipeline, and also injected momentum into the development of enterprises along the periphery.
Technical application
At present, in the construction of urban gas pipeline network, because the pipeline design pressure is small (usually ≤0.4MPa), the pipe diameter is not large (usually ≤DN300), the pipeline strength level is relatively low (usually the steel pipe material is Q235B), so Ordinary up welding technology can meet the requirements. The northern half of the outer ring road of Tianjin has a total length of more than 40 kilometers and a design pressure of 2.5 MPa. It uses L360 double-sided spiral submerged arc welded pipe. The specification of the steel pipe is φ711×9.5, and the three-layer PE is anticorrosive. These are provided for the downward welding. Secondly, the down-welding technique uses a small weld gap in the construction of the above-mentioned features, so the filler metal is small and the welding speed is fast, which makes it more efficient and energy-saving than the conventional welding process; In addition, the selected cellulose electrode, the welding arc has large arc blowing force and strong resistance to external interference; continuous welding, less welded joints and beautiful weld bead; the multi-layer multi-pass welding operation process makes the inner quality of the weld be good. The non-destructive testing has a high pass rate; in addition, the method has a single operation skill, is easy to learn and master, and is also convenient for pipeline construction.
However, during the construction of the project, it is different from the field construction of long-distance pipelines and is subject to many external factors. In the urban ground network, rivers, highways, and frequent underground obstacles all pose great difficulties for construction. In the pipeline laying process, there are both crossing projects, river crossings, and immersed pipes. In addition, because the outer ring lines are trees on both sides, resulting in small working space, these undoubtedly increase the difficulty of construction. . In view of the above problems, in order to ensure the quality of the project, when welding, some sections of the pipe are constructed according to the external environment, and the pipe sections are segmented, and some pipe sections are welded under the ditch, and the quality of the welding is controlled from various angles.
In this project, the selected welding consumables are FOXCEL E6010 (AWS) welding rods produced by Austrian Bole Company, domestic E7010 (AWS) welding rod filling and covering; the welding equipment is selected from American Miller XMT304 welding machine and domestic ZX7-400B. Inverter welding machine.
Before the formal construction, the welding procedure qualification was carried out according to the SY4052—2002 “Assessment of Oil and Gas Metal Pipe Welding Processâ€. The items to be inspected include: visual inspection, grooved hammer test, X-ray flaw detection and mechanical property test. The mechanical properties test items include tensile test and bending test. And after the process evaluation, the relevant welding procedure regulations were formulated. The supervisors conducted qualification examinations and on-site examinations for the on-site welders, which provided preconditions for the commencement of the project.
In order to ensure the quality of the project, the site should be strengthened during the formal construction. The specific construction control work is as follows:
1.1 Preparation before welding:
The pairing and positioning welding of steel pipes is the basis for ensuring the welding quality and the good shape of the back of the weld. According to the "Technical Requirements for the Construction of the North Half Ring High-pressure Natural Gas Pipeline Engineering Line of Tianjin Outer Ring Line", the single-edge groove angle of the pipe is 28°- 32°, the thickness of the blunt edge is 1.0-1.5mm, the gap of the opposite mouth is 1.2-2.0mm, and the maximum amount of misalignment is not more than 3‰ of the outer diameter of the tube, and ≤2mm. It is required that the end face of the pipe should be flat and free of cracks, and the face of the cut should be perpendicular to the axis of the pipe. The deviation of the non-vertical deviation should not exceed 1.5mm. Before welding, the oil on both sides of the groove should be 50mm by the angle grinder and the electric wire brush. Rust, moisture, sediment, slag after gas cutting, oxide scale and other debris and machined burrs on the inside of the groove are cleaned, so that the inner and outer surfaces of the groove and both sides are exposed to metallic luster.
When using E6010 (AWS), E7010 (AWS) cellulose electrode to make the bottom, in the case of good packaging and storage, it can be welded without drying. Otherwise, it should be dried at 70 °C ~ 80 °C, and kept at 0.5~ 1h, the electrode is repeatedly dried no more than twice.
As a part of the formal weld, the positioning weld is usually required to have a weld length of ≤ 20 mm, which is beneficial to the joint, and the sides are polished to a gentle slope.
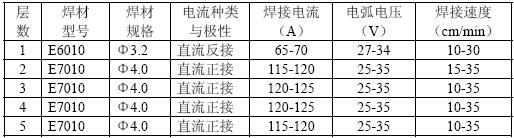
1.2 Selection of welding process parameters:
The down-welding of cellulose electrode can be divided into: root welding, heat welding, filler welding and surface welding. Each layer of welding is symmetrically welded by two welders. The welding parameters are as shown in Table 1:
Table 1 Welding process parameters
1.3 Downward welding operation method:
1.3.1 Root welding:
Root welding is the key to the quality of the entire pipe joint. During operation, the welder is required to correctly grasp the angle of the carriage and the method of the carriage, and maintain a uniform speed of the carriage. When welding, a welder first starts the arc from the 12th point of the pipe joint to the front 10mm. The short arc welding is used for the straight line, and there is also a small swing, but the action is small, the speed is fast, and the requirement is even and stable. To achieve the unity of "listening, watching, and sending", that is, it is necessary to "listen" to the "bashing" sound of the arc breaking through the steel pipe, and to "see" the size of the molten hole, and observe and judge the temperature of the molten pool. To accurately "send" the molten iron to the root of the groove. When quenching the arc, make a hole in the bottom of the bath, which should be larger than the hole in the normal welding. Then, use the angle grinder to quickly grind the arc to a gentle slope of 15~20mm to facilitate the arc again. . It is required that in the root welding, after the root welding is more than 50%, the outer mouthpiece is removed, but the counterpart bearing or the hanger should be evacuated at least after the root welding is completed.
Next page
Komatsu Engine Parts,Komatsu Engine,Komatsu Engine Spare Parts,Engineering Machine Parts
JINING SHANTE SONGZHENG CONSTRUCTION MACHINERY CO.LTD , https://www.sdkomatsugenuineparts.com