Foreword
The purpose of welding process control is to obtain a good weld. The development of welding process control is inseparable from the development of process control theory. In today's welding control research and practice, every outstanding achievement is reflected in this. The guiding role of control theory in practice is the product of the combination of control theory and specific production practice. The welding process is a complex process with high noise interference, large time lag and dynamic abruptness. In many cases, the accurate mathematical model of the welding process is not available, and the factors affecting the welding quality during the arc welding process. It is not unique, but multiple factors or multiple variables together determine the stability and quality stability of the welding process. In terms of process parameters, there are welding current, welding voltage, welding speed, wire feeding speed, preheating, and even environmental conditions.
Since the 1960s, multivariable process control theory has received extensive attention, and many research results have been successfully applied in practice. At present, this theory has become an important field in process control theory, and, in terms of the depth of its content, it is generally believed that it is one of the most difficult theoretical areas of process control theory. It is said to be advanced because it can effectively control the production process with a number of interrelated variables, and this function is often impossible to do with some artificial univariate process control systems. It is complicated because it requires more complex equipment than a single-variable process control system, complicating the structure of the system.
Therefore, how to control the welding process with multiple operating variables to obtain good weld quality has attracted the attention of many scholars [1-6].
1 Common multivariate control methods
The particularity of multivariable systems is: (1) cross-linking between input and output responses; (2) difficulty in obtaining accurate attribute models; (3) possible increase in control component failure. In general, multivariate control methods are divided into two categories: decoupling and non-decoupling. The traditional decoupling control method is only applicable to linear fixed-length multiple-input multiple-output (MIMO) systems, and the welding process is a typical complex process due to a large number of uncertainties. It is extremely difficult to obtain accurate mathematical models for such complex processes, so the traditional decoupling control method is not suitable for the welding process. The following mainly introduces the multivariable control methods applicable to the welding process: neural network control method, fuzzy control method and predictive control method.
1.1 Neural network control method
One is the non-decoupled method. For example, the BP neural network can be used to approximate the nonlinear function. By collecting the data and determining the weight after training, the process model can be established. The controller can also be designed in the same way. This is a Reverse process.
The other is a decoupling method, such as the PID neuron network [7], whose structural principle is shown in Figure 1. The input layer to the hidden layer of each sub-network are independent of each other. The input layer has two neurons, which are proportional elements, integral elements and differential elements, and their input-output functions are proportional, integral and differential functions, respectively. Each sub-network is cross-connected from the hidden layer to the output layer, and the output layer completes the control law synthesis to form a control input of the multi-variable object. Its hidden layer neurons have the input and output characteristics of the PID controller.
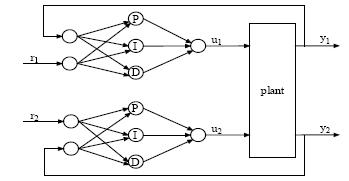
Figure 1 PID neural network control structure
The network structure is simple and standardized, easy to implement, and the decoupler and the controller are integrated. It is suitable for the decoupling control of the nonlinear multivariable system, so that the decoupled system has good dynamic and static performance, especially according to the PID control law. Determining the initial value of the network connection right has the advantage of fast convergence of parameters.
1.2 Fuzzy control method
There are two main types of multivariable fuzzy control methods:
1.2.1 Layered multi-rule set control
The design idea of ​​hierarchical multi-rule set control is: when multiple inputs are introduced into the fuzzy controller, one (or more) of them is used as the auxiliary input, and its change represents different process states (K). In different process states, the control rules are determined according to the deviation (E) of the adjusted amount and its rate of change (EC). This fuzzy controller can be described by the following fuzzy conditional statement [8].
At the top:
If process state K, then control rule RK
(K=1, 2, ... P)
At the lower level:
If E=Eki and EC=ECkj, then U=Ukij(i=1,2,...m,j=1,2,...n) fuzzy controller with hierarchical multi-rule set structure, simple implementation, clear concept . However, how to choose the appropriate hierarchical variables and how to modify the hierarchical control rule set online is still a problem to be solved in order to improve system performance.
1.2.2 Controller Decoupling
Using the decoupling characteristics of the fuzzy controller itself, the decoupling is realized on the controller structure through the decomposition of the fuzzy relation equation, and a multi-input and multi-output fuzzy controller is decomposed into several multi-input single-output (MISO) fuzzy controls. The device is then designed using a single-input single-output (SISO) fuzzy controller design method [9]. The entire decoupling process is shown in Figure 2.
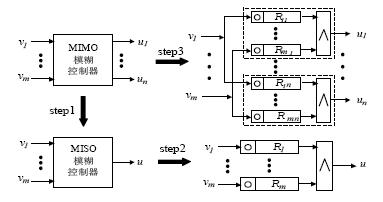
Figure 2 Decoupling process of multivariable fuzzy controller
Next page
LEDER technology`s special LED underwater spotlight stands on it's own, no mounting stake required and can be placed randomly in your landscape. The spotlight is made of high heat thermoplastic composite resin and is covered by a flat glass lens fully sealed for watertight outdoor and underwater usage.
IP68 Fully submersible and perfectly sealed, underwater spotlight adds a dazzle of color to your pond or fountain Each light comes with 36 LED bulbs. 180-Degree adjustable direction. Remote controlling 15 kinds of static effects and 4 kinds of dynamic effects. The brightness of static effects and the speed of dynamic effects are adjustable. Press the remote controller, 4 lights change colors synchronously.
Features:
• Competitive Prices
• Suitable for outdoors and underwater
• Easy Reliable Installation
• Energy saving save electricity
• Contracted design
• Color temperature :3000k-6000K
• Super waterproof performance
• Type of protection: IP20 /IP65 (Some models)
• Warranty:3 - 5 years
Can be mounted vertically or horizontally, an adjustable stand lets you point the light at different angles Ideal for aquarium, fountain, or pond illuminates and colors the aquarium, enliven the garden pond to get ideal atmosphere and beauty.
We have rich production experience in lighting .Except Indoor Lighting product, we also offered other product in Outdoor Lighting ,such as LED Flood Light , LED street Light , LED Inground Light, LED Spike Light & LED Bollard Light as so on .
LED Pool Light Return,LED Pool Light Flashing,Seablaze3 LED Underwater Light,LED Underwater Spotlight
JIANGMEN LEDERLIGHT LIGHTING Co.,LTD , http://www.walllightindoor.com