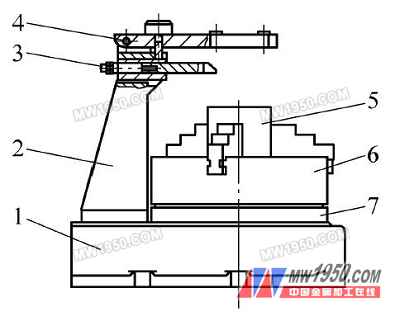
Figure 3 tooling general map
1. Base 2. Support 3. Auxiliary positioning device 4. Flip the drill 5. Support sleeve 6. Three-jaw self-centering chuck 7. Transition plate
Due to the long fork arm, the axial positioning uses a very characteristic part, the support sleeve, as shown in Figure 4. This part can not only play the role of axial positioning, but also affect the normal operation of the three-jaw self-centering chuck. It can also buffer the direct impact of the fork arm on the three-jaw self-centering chuck and extend the three-jaw self-centering card. The life of the disk. Since this part is often bumped by the fork arm, the quenching and tempering process is performed.

Figure 4 support sleeve
Because the connection of the three-jaw self-centering chuck has been standardized, a transition plate (see Figure 3) is required between the three-jaw self-centering chuck and the base for connection.
(2) Auxiliary positioning When the fork arm is placed in the three-jaw self-centering chuck, its axial rotation cannot be restricted, and the correct position of the screw hole cannot be guaranteed. At this time, an auxiliary positioning device is required as shown in Fig. 3. The auxiliary device mainly consists of a guiding groove, a limiting plate, a return spring and a "Y" shaped positioning bracket on the support. Since the "Y"-shaped positioning bracket has a slope at each end, when the fork arm is placed in the three-jaw self-centering chuck, the "Y"-shaped positioning bracket is pressed backward by the gravity action fork arm, and the return spring is Pressing, the "Y"-shaped positioning bracket presses the side of the fork arm with a certain force to prevent rotation.
(3) Other parts of the connection that are not frequently disassembled are mainly pinned. The drill template adopts the form of flipping, and the positioning block is designed on the bottom plate of the drill template. The top surface of the drill template is also designed with a “diamond nut†for pressing, which ensures accurate positioning of the drill template every time it is turned.
3. Conclusion
After long-term actual processing and verification, the tooling has achieved good results. The average processing time per fork arm is only 3 to 5 minutes, which greatly reduces the auxiliary time, improves the production efficiency, and meets the company's large-volume demand for this part.
Previous page
We offer a complete range of flanges for use with OD tube and nominal bore pipe in carbon steel and stainless steel to tables D, E, F, and H. Specials can be manufactured to customers' special requirements. We offer different surface treatment, such as galvanized flanges.
Galvanized Flange,Pipe Flanges,Electro Galvanized Flanges,Galvanized Plate Flanges
Shandong Zhongnuo Heavy Industry Co.,Ltd. , https://www.zhongnuoflanges.com